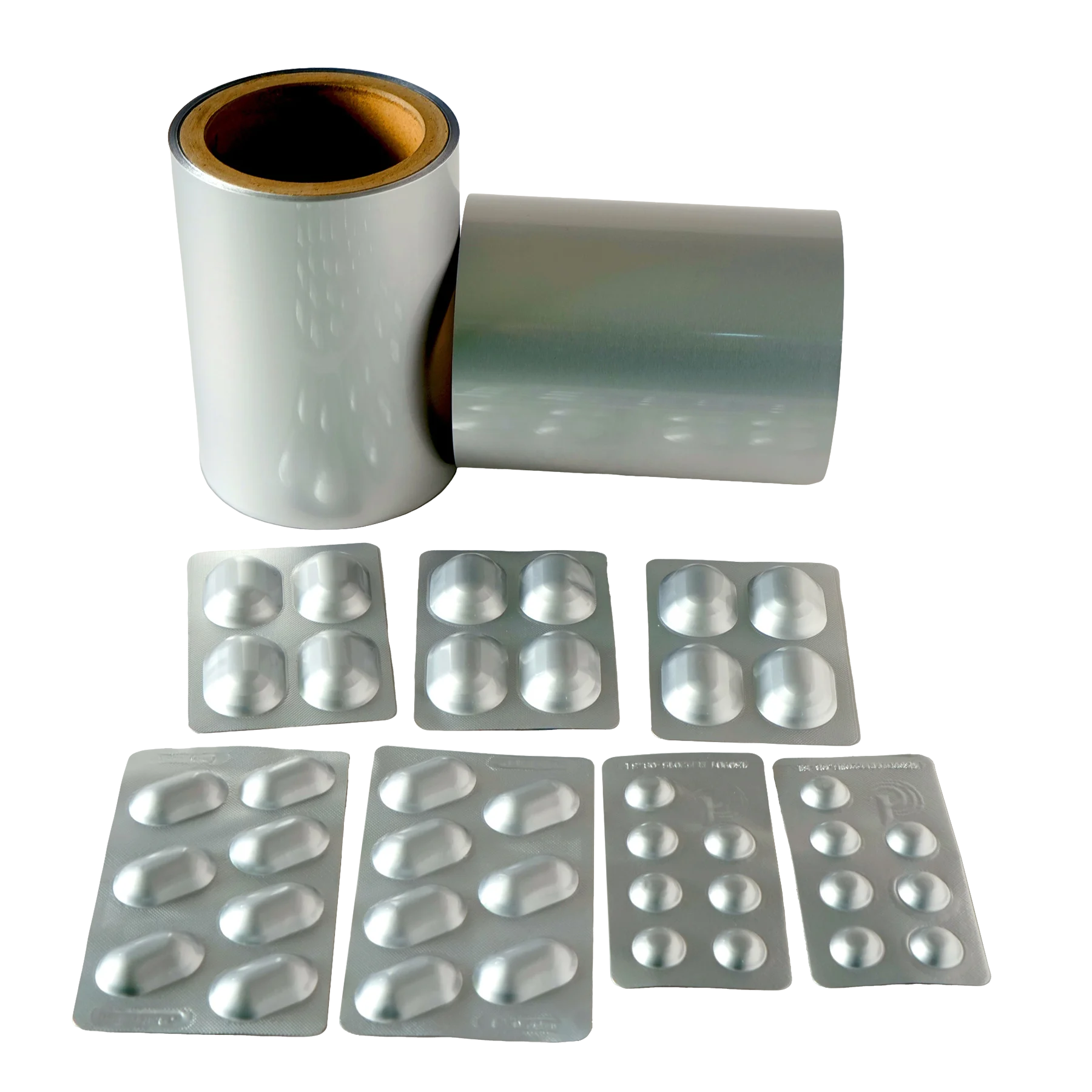
Alu Alu es un tipo de empaque que muchas empresas utilizan. Está construido con capas de aluminio y plástico. Eso lo hace resistente, ligero y sumamente útil para proteger productos. A continuación, encontrará las aplicaciones más comunes de Blíster alu alu utilizado en la industria farmacéutica, especialmente es ideal para el embalaje de medicamentos. Empresas como Hanlin Pharmaceutical Packaging utilizan Alu Alu para fabricar blísteres eficaces. La cualidad distintiva de Alu Alu cuida el contenido y lo protege de la humedad y el aire, particularmente para medicamentos. Por eso, elegir Alu Alu para sus productos hace que todo dentro se mantenga fresco y funcione eficazmente durante mucho tiempo
Optar por Alu Alu podría ser beneficioso para su negocio. En primer lugar, garantiza la seguridad de sus productos. El aluminio bloquea la luz, el aire y la humedad que pueden deteriorar los medicamentos. Esto es sumamente importante, porque cuando los medicamentos están protegidos, funcionan mejor durante más tiempo. Piénselo: ¿quién quiere abrir un frasco de medicinas y descubrir que las pastillas aún están frescas y siguen siendo efectivas? Eso es exactamente lo que logra Alu Alu. Otra ventaja es que es extremadamente ligero. Esto puede traducirse en menores costos de envío, ya que, como bien sabe, es más económico transportar paquetes livianos. Además, Alu Alu puede personalizarse en distintos tamaños y formas, permitiendo a las empresas empaquetar sus productos según sus necesidades.
Y el uso de Alu Alu indica que a una empresa le importa ofrecer la mejor calidad. Cuando se presenta un producto de forma atractiva, la gente tiende a valorarlo más. Por ejemplo, un cliente que sabe que su medicamento está empaquetado en un envoltorio resistente Envase de blíster de alu alu se sentirá más seguro al tomarlo. Además, Alu Alu es respetuoso con el medio ambiente. También es reciclable, lo cual es excelente para nuestro planeta. Empresas como Hanlin Pharmaceutical Packaging están comprometidas a garantizar que sus productos no solo sean eficaces, sino también ecológicos. Esto representa una gran ventaja para muchos clientes actuales preocupados por la sostenibilidad. En resumen, optar por Alu Alu no solo es inteligente para la seguridad del producto, sino que también ahorrará costos a la empresa y demostrará su dedicación a la calidad
Además, Alu Alu no es propenso a reacciones químicas. Ciertos materiales son inestables y evitan reaccionar bien con medicamentos. Pero a diferencia de los componentes con los que no interactúa Alu Alu, este mantiene las cosas seguras y eficaces. Esto es particularmente crítico para medicamentos donde la seguridad y eficacia del fármaco son importantes. Además, Alu Alu se fabrica bajo condiciones altamente controladas, garantizando un alto estándar en cada envase. Esto significa que las empresas pueden confiar en el rendimiento de todos los paquetes

Es muy importante encontrar un producto de alta calidad Empaquetado de blíster de alu alu para sus necesidades de venta minorista. Alu alu es un tipo de embalaje derivado del aluminio y se utiliza principalmente para medicamentos y otros productos. Este embalaje conserva la frescura y mantiene los productos seguros. Puede comenzar buscando proveedores reputados. Una buena reputación es muy importante, ya que indica que otras empresas confían en ellos, lo cual también es una buena señal para usted. Hay todo tipo de empresas en línea que venden embalajes alu alu. Lea las reseñas y vea cómo los clientes anteriores han calificado los servicios. Estas reseñas pueden ayudarle a hacerse una idea de la calidad de los productos

También deberá evitar cualquier producto alu alu que desprenda mal olor o que esté deteriorado. Estos podrían ser indicios de que se están utilizando materiales de baja calidad o de que no se están almacenando adecuadamente. Examine siempre detenidamente la mercancía Blíster alu alu de cerca antes de comprar. La calidad está garantizada en todos los niveles de producción en Hanlin Pharmaceutical Packaging. Desea asegurarse de seleccionar productos que hayan sido sometidos a pruebas clínicas para garantizar tanto la seguridad como la calidad. Esto asegurará que esté ofreciendo a sus clientes lo mejor de lo mejor

bio Elegir los proveedores adecuados de alu alu para su negocio: Es muy importante. En primer lugar, debe considerar cuánto tiempo lleva el proveedor en el mercado. Una opción es encontrar un proveedor con muchos años de experiencia que pueda proporcionarle información sobre Envase de blíster de alu alu y cuáles son las mejores opciones para sus necesidades. Busque proveedores que lleven varios años en el negocio y que ya hayan realizado un trabajo significativo con otras empresas de su sector. Ellos sabrán qué productos son adecuados para usted
Empresa fundada en 1995, centrada principalmente en la producción, comercialización e investigación de materiales de embalaje Alu alu y farmacéuticos. La empresa está certificada por la Administración Nacional de Productos Médicos y Alimenticios de China y posee el Sistema Internacional de Gestión de Calidad ISO 9001:2008. Asimismo, cuenta con nueve certificados de registro de envases.
En un futuro próximo, Alu alu seguirá defendiendo la filosofía empresarial de que «la calidad es más importante que cualquier otra cosa», mejorando constantemente la imagen de nuestra marca para mantenerse a la vanguardia de las tendencias internacionales en el desarrollo del embalaje farmacéutico, y esforzándose por desarrollar e innovar con el fin de ofrecer a nuestros clientes productos de embalaje más eficientes y de mayor calidad.
GMP situada cerca de la ciudad de Medicina China, área de taller limpio GMP de 1600 metros cuadrados. GMP ha desarrollado líneas de producción automáticas avanzadas controladas por ordenador, tanto nacionales como extranjeras, así como los instrumentos de ensayo más precisos. La empresa cuenta con un equipo técnico altamente cualificado y un equipo directivo eficiente. Esto garantiza el más alto nivel de confianza en la calidad de los productos, junto con una amplia gama de servicios de alta calidad.
Tras años de dedicación, la calidad de los productos se ha vuelto estable. Alu alu se exportan a más de 80 países, como Australia, Italia, Estados Unidos, Togo y Reino Unido. Uzbekistán, Francia, Vietnam, Malasia, Nigeria, Canadá, México, etc.
 EN
EN
 AR
AR
 NL
NL
 FR
FR
 DE
DE
 HI
HI
 IT
IT
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 VI
VI
 TH
TH
 TR
TR
 MS
MS
 KK
KK
 UZ
UZ