Si alguna vez has tomado medicamentos, sabrás lo importante que es mantenerlos frescos, seguros e intactos. Por eso, las compañías farmacéuticas utilizan la lámina de aluminio como su opción principal de embalaje. En el presente artículo, pretendemos explorar las diversas características del uso de Hanlin Pharmaceutical Packaging lámina de aluminio farmacéutica , cómo utilizarla, así como sus aplicaciones.
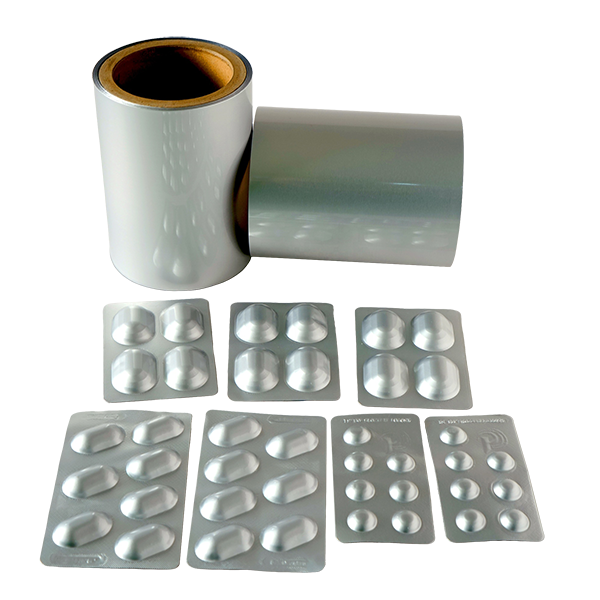
La lámina de aluminio tiene varias ventajas cuando se trata de medicamentos que se empaquetan. Antes que nada, es hermética, lo que significa que ningún aire puede llegar al empaque, manteniendo el medicamento a salvo de la oxidación y otras reacciones químicas. Además, la lámina de aluminio es resistente a los cambios de temperatura y luz, preservando aún más la eficacia del medicamento. Además, la lámina de aluminio farmacéutico de Hanlin Pharmaceutical Packaging es extremadamente duradera y flexible, lo que significa que puede soportar el manejo, el transporte y los procesos de almacenamiento, lo que la hace ideal para la industria farmacéutica. Además, se puede imprimir sobre ella, lo que la convierte en una plataforma de marca perfecta para la publicidad de productos.
A medida que avanza la tecnología, también lo hace la industria del envasado. Hoy en día, hay muchas innovaciones en el Envasado Farmacéutico de Hanlin. papel de envoltura de aluminio para chocolate que buscan aumentar la seguridad y la facilidad del embalaje de medicamentos. Muchas de las últimas innovaciones consisten en:
1. Envases resistentes a los niños
Los niños son naturalmente curiosos y pueden agarrar rápidamente cualquier cosa a la que puedan poner sus manos. Para reducir los casos de ingestión accidental de medicamentos por parte de los niños, las empresas farmacéuticas ahora utilizan envases resistentes a los niños, que requieren esfuerzo para abrir, asegurando así la seguridad.
2. Envases fáciles de pelar
Se han planteado preocupaciones sobre la apertura fácil de los blísteres, que pueden resultar dañados al ser separados. Por lo tanto, los desarrollos actuales incluyen el fácil despegado, que simplifica la apertura del paquete y garantiza la seguridad de la tableta.
3. Envases inteligentes
Imagina contenedores de medicamentos que te recuerden cuándo realmente necesitas llevar tus pastillas y exactamente cuántas te quedan. Este tipo de empaques ya existe, con empaques inteligentes que utilizan sensores y chips para mantenerse conectados con smartphones y otros dispositivos.
La seguridad es una prioridad principal en la industria farmacéutica, y el uso de empaques de aluminio significa que los medicamentos están seguros y libres de contaminación. Además, Hanlin Pharmaceutical Packaging tiras de aluminio es no tóxico y no reactivo, lo que lo hace seguro para el uso personal.

Utilizar Hanlin Pharmaceutical Packaging aluminio para envolver chocolate es fácil y sencillo. El empaque está disponible en diferentes formas y tamaños, incluidos blísteres, sobres y envoltorios. Para usarlo, simplemente retira la tapa de sellado, toma el medicamento y descarta el empaque según las instrucciones.
Empresa fundada en 1995, centrada principalmente en la fabricación, comercialización e investigación de materiales para alimentos, productos farmacéuticos y embalajes. La empresa cuenta con la aprobación de la Administración Nacional de Productos Médicos y Alimentos de China para su lámina de aluminio farmacéutica, que cumple con el Sistema Internacional de Gestión de Calidad ISO 9001:2008. Además, posee 9 certificados de registro para envases.
Tras años de dedicación, la calidad de los productos de lámina de aluminio farmacéutica ha alcanzado un nivel estable. Los productos se comercializan en más de 80 países, como Australia, Italia, Estados Unidos, Togo y Reino Unido, así como Uzbekistán, Francia, Vietnam, Malasia, Nigeria, Canadá y México, entre otros.
taller limpio GMP de 1600 metros cuadrados situado junto a la Ciudad de la Medicina Tradicional China. La empresa ha incorporado las más recientes líneas de producción automatizadas con control informático tanto para Estados Unidos como para mercados internacionales, así como equipos de ensayo altamente precisos. La empresa cuenta con un equipo técnico altamente cualificado y un equipo directivo innovador. Garantiza un elevado nivel de calidad en los productos farmacéuticos de aluminio laminado, además de una amplia gama de servicios premium.
Seguiremos fieles a nuestro principio de que «la calidad lo es todo» y trabajaremos para mejorar la imagen de nuestra marca. Asimismo, mantendremos una estrecha vigilancia sobre las tendencias globales en embalaje y productos farmacéuticos, y desarrollaremos soluciones innovadoras de embalaje en aluminio laminado para uso farmacéutico.
 EN
EN
 AR
AR
 NL
NL
 FR
FR
 DE
DE
 HI
HI
 IT
IT
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 VI
VI
 TH
TH
 TR
TR
 MS
MS
 KK
KK
 UZ
UZ









